








-
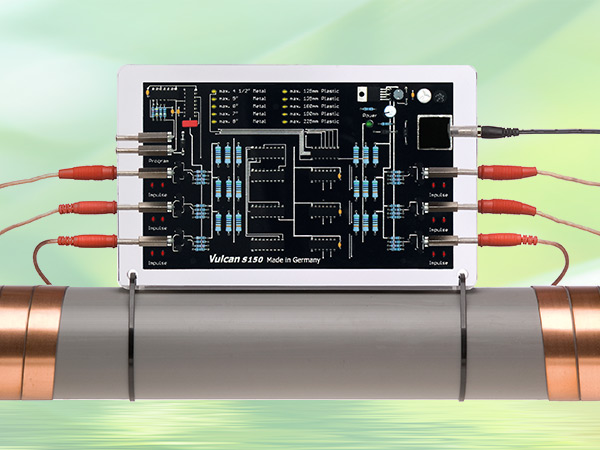
Vulcan S150: Solution anti-calcaire industrielle
Appareil anti-calcaire pour industrielL'appareil anti-calcaire Vulcan S150 est spécialement conçu pour répondre aux défis uniques des environnements industriels, offrant une capacité de traitement d'eau impressionnante allant jusqu'à 180 m³/h. Convenant aux canalisations de 4" à 8" (100 - 200 mm), cette solution est idéale pour les grandes installations industrielles souhaitant combattre efficacement les problèmes … -
Vulcan S250: Appareil de traitement anti-calcaire pour l’industrie
Appareil anti-calcaire pour industrielLe Vulcan S250 est une solution anti-calcaire de pointe, optimisée pour les grandes infrastructures industrielles, avec une capacité de traitement allant jusqu'à 350 m³/h. Adapté pour les tuyauteries de 4" à 10" (100 - 250 mm), il est parfait pour les usines nécessitant une gestion efficace du calcaire. Équipé de huit … -

Vulcan X-Pro 1 : Protection Industrielle contre le calcaire
Appareil anti-calcaire pour industrielLe Vulcan X-Pro 1 se positionne comme une solution de pointe pour le traitement anti-calcaire dans les grandes structures industrielles. Il est adapté aux conduites d'eau de 20" à 30" (500 - 750 mm), et se distingue par sa faible consommation d'énergie de 3,75 Watts. Équipé de 12 bandes d'impulsion … -

Vulcan X-Pro 2 : Système anti-calcaire industriel
Appareil anti-calcaire pour industrielLe Vulcan X-Pro 2 représente le choix le plus efficace en matière de traitement anti-calcaire pour les grandes infrastructures industrielles, capable de gérer des diamètres de tuyauterie allant de 32" à 40" (800 - 1000 mm). Avec une capacité impressionnante de traitement et une consommation énergétique de seulement 3,75 Watts, …
L’impact du calcaire sur les machines de l’industrie agroalimentaire
Dans l’industrie agroalimentaire, le calcaire est un ennemi insidieux qui affecte directement les performances des équipements critiques, menaçant ainsi l’efficacité des processus et la sécurité des produits. Les équipements touchés par l’entartrage se trouvent dans toutes les étapes de la production, et leur bon fonctionnement est crucial pour maintenir la productivité et la conformité aux normes sanitaires strictes. Un adoucisseur d’eau industriel est une réponse efficace à se problème à conditions qu’ils soit sans sel et sans produits chimiques.
1. Échangeurs de chaleur : perte d’efficacité thermique et surconsommation énergétique
Les échangeurs de chaleur, qu’ils soient à plaques ou à tubes, sont particulièrement vulnérables aux dépôts de calcaire. Ces dépôts forment une couche isolante qui réduit drastiquement le transfert thermique, ce qui peut entraîner une perte d’efficacité énergétique allant jusqu’à 30 %. Cette inefficacité contraint les systèmes à  consommer davantage d’énergie pour maintenir les températures de fonctionnement nécessaires, ce qui augmente les coûts opérationnels et l’empreinte carbone de l’installation. Traiter le calcaire au niveau des échangeurs thermiques évite des pertes importantes d’efficacité.
consommer davantage d’énergie pour maintenir les températures de fonctionnement nécessaires, ce qui augmente les coûts opérationnels et l’empreinte carbone de l’installation. Traiter le calcaire au niveau des échangeurs thermiques évite des pertes importantes d’efficacité.
2. Chaudières et générateurs de vapeur : un risque accru de surchauffe
L’entartrage des tubes de chauffe dans les chaudières et générateurs de vapeur est un problème critique. Une accumulation de tartre d’à peine 3 mm d’épaisseur peut réduire le rendement thermique et entraîner une surconsommation de combustible de 15 %. Ces dépôts favorisent également la surchauffe localisée, qui peut endommager les équipements et augmenter les risques de panne.
3. Tours de refroidissement : un environnement propice aux bactéries
Les tours de refroidissement sont également touchées par le calcaire, qui s’accumule sur les garnissages et réduit l’efficacité du processus de refroidissement. Cette accumulation de tartre favorise la prolifération bactérienne, notamment des légionelles, qui peuvent représenter un grave danger pour la santé. L’obstruction des garnissages et des canalisations par le calcaire entrave la circulation de l’eau, diminuant encore davantage l’efficacité du système.
4. Condenseurs et évaporateurs : un frein à la productivité
Dans les procédés de concentration, les condenseurs et évaporateurs sont essentiels pour maintenir la qualité des produits finis. L’entartrage des tubes de ces équipements réduit les coefficients d’échange thermique, obstrue les passages et diminue les débits, impactant ainsi la productivité et la qualité des produits alimentaires.
5. Pasteurisateurs et stérilisateurs : sécurité alimentaire en péril
L’entartrage des plaques et des tubes dans les pasteurisateurs et stérilisateurs affecte directement la précision des traitements thermiques, qui sont essentiels pour garantir la sécurité alimentaire. Un traitement thermique inadapté peut compromettre l’élimination des micro-organismes pathogènes, mettant en danger la qualité des produits et la santé des consommateurs.
6. Systèmes CIP (nettoyage en place) : une efficacité réduite
Les systèmes CIP, conçus pour nettoyer et désinfecter les installations sans les démonter, sont également affectés par le calcaire. Le tartre réduit l’efficacité des détergents et des désinfectants, créant des zones propices au développement microbien et à la formation de biofilms. Cela compromet l’efficacité du nettoyage et augmente les risques de contamination. 
7. Machines à glace et systèmes de réfrigération : une performance frigorifique dégradée
L’entartrage des condenseurs dans les machines à glace et les systèmes de réfrigération entraîne une diminution des performances frigorifiques. Cette baisse d’efficacité se traduit par une augmentation de la consommation électrique, ce qui alourdit les coûts énergétiques et réduit la rentabilité de l’installation.
8. Humidificateurs et brumisateurs : un contrôle d’hygrométrie altéré
Les humidificateurs et brumisateurs, utilisés pour maintenir le taux d’humidité dans les environnements de production, s’entartrent rapidement en présence de calcaire. Cela réduit leur efficacité, altère le contrôle de l’hygrométrie et favorise la contamination microbienne des brouillards générés.
9. Membranes de filtration (ultrafiltration, osmose inverse) : un obstacle à la filtration
Les membranes de filtration sont essentielles pour le traitement de l’eau dans l’industrie agroalimentaire. Le calcaire colmate les pores de ces membranes, réduisant les débits de filtration et augmentant les pressions de fonctionnement. Cela entraîne une diminution de l’efficacité de la filtration, affectant la qualité de l’eau utilisée dans les processus de production.
Dans tous ces équipements, l’accumulation de calcaire non seulement diminue l’efficacité opérationnelle, mais crée également des surfaces rugueuses propices à l’adhésion bactérienne et à la formation de biofilms, augmentant ainsi les risques de contamination. De plus, les dépôts calcaires peuvent provoquer une corrosion localisée sous dépôt, fragilisant les matériaux et entraînant des coûts de maintenance élevés.
La lutte contre le calcaire est donc essentielle pour maintenir l’efficacité énergétique, la productivité et la sécurité sanitaire dans l’industrie agroalimentaire. Des solutions innovantes comme le traitement Vulcan offrent une approche sans produits chimiques pour prévenir ces problèmes, en modifiant la structure cristalline du calcaire pour l’empêcher d’adhérer aux surfaces, tout en préservant la qualité de l’eau et en respectant les normes environnementales.
Pourquoi Vulcan et son adoucisseur industriel sont la meilleure solution pour les problèmes de calcaire dans l’agroalimentaire ?
L’industrie agroalimentaire est confrontée à des défis uniques en matière de traitement du calcaire, qui impacte directement la qualité des produits, l’efficacité des processus, et la durabilité des équipements. Face à ces enjeux, le système Vulcan se positionne comme la solution idéale grâce à sa technologie avancée, sa conformité aux exigences sanitaires, et son impact environnemental minimal.
1. Technologie sans produits chimiques adaptée à l’agroalimentaire
Contrairement aux adoucisseurs d’eau traditionnels qui utilisent du sel ou des produits chimiques pour éliminer le calcaire, le système Vulcan repose sur une technologie d’impulsions électriques brevetée. Cette technologie modifie la structure cristalline du calcaire, empêchant ainsi son adhésion aux surfaces des équipements sans altérer la composition chimique de l’eau. Cela signifie que Vulcan maintient la présence des minéraux essentiels dans l’eau, préservant ainsi la qualité de l’eau utilisée dans la production alimentaire. Cette approche est particulièrement adaptée à l’agroalimentaire, où la pureté de l’eau est cruciale pour la sécurité et la qualité des produits. 
2. Protection des équipements et réduction des coûts de maintenance
Le calcaire est une menace majeure pour la longévité des équipements utilisés dans l’industrie agroalimentaire, tels que les échangeurs de chaleur, les chaudières, et les systèmes de refroidissement. En empêchant l’entartrage, Vulcan protège ces équipements, réduisant ainsi les risques de pannes et les besoins en maintenance. Les économies réalisées grâce à la réduction des coûts de maintenance et à l’amélioration de l’efficacité énergétique des systèmes se traduisent par un retour sur investissement rapide pour les entreprises.
3. Conformité aux normes sanitaires et sécuritaires
L’une des préoccupations majeures dans l’industrie agroalimentaire est la conformité aux normes sanitaires strictes. Le système Vulcan, en tant que solution sans produits chimiques, répond parfaitement à ces exigences en empêchant l’accumulation de calcaire et la formation de biofilms bactériens sur les surfaces des équipements. Cela contribue non seulement à maintenir la qualité des produits alimentaires, mais aussi à garantir un environnement de production plus sûr.
4. Impact environnemental réduit et alignement sur les objectifs RSE
Dans un contexte où les entreprises cherchent de plus en plus à réduire leur empreinte écologique, Vulcan se distingue par son approche respectueuse de l’environnement. En éliminant le besoin de produits chimiques ou de sel pour le traitement de l’eau, Vulcan contribue à la réduction des rejets polluants et à la préservation des ressources naturelles. Cela permet aux entreprises agroalimentaires de s’aligner sur leurs objectifs de responsabilité sociétale (RSE) tout en améliorant leur performance opérationnelle.

TÜV
Label allemand de sécurité et de fiabilité

CE
Exigences européennes

Label UL
Underwriters Laboratories Inc
